
-
Выбор преобразователя высокочастотной установки

При медленном нагреве с меньшей мощностью распространение...
Читать полностью -
Правильный выбор частоты тока

Переход от одного активного участка к другому осуществляется...
Читать полностью -
Удельные мощности

Сложность создания секторных индукторов состоит в том,...
Читать полностью -
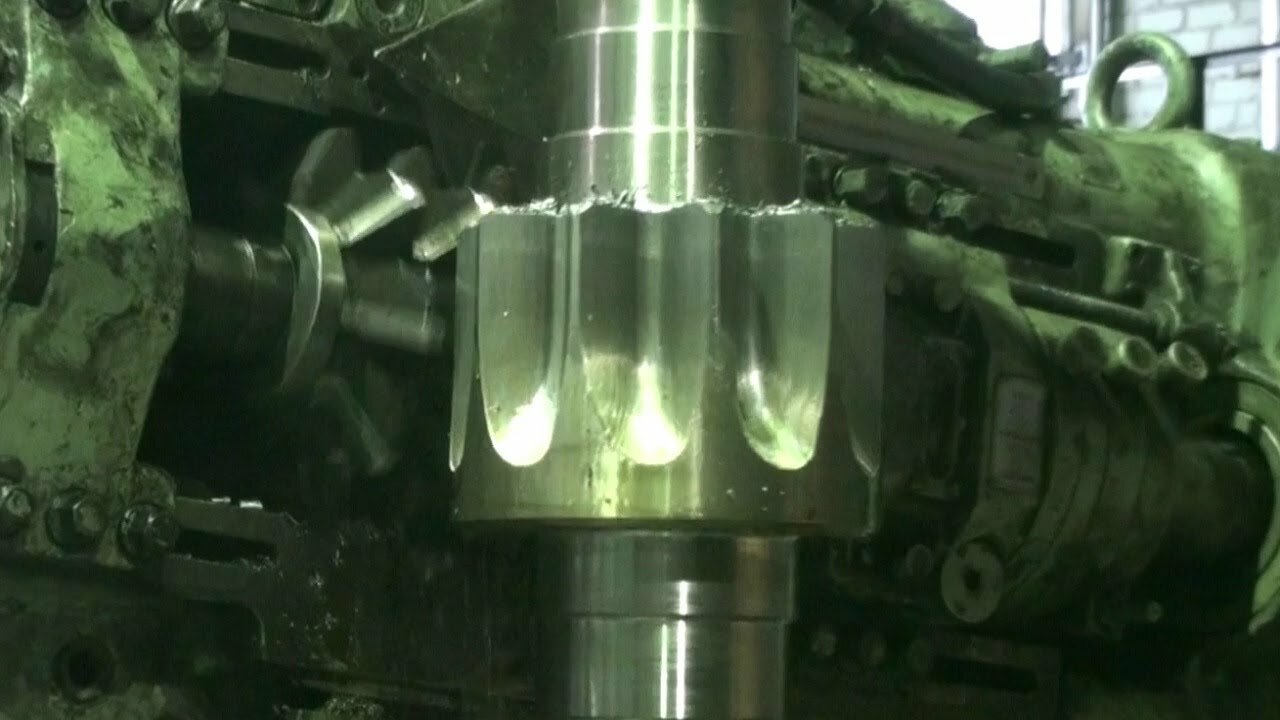
Процесс накатывания зубчатых колес

Индуктор устанавливается непосредственно перед накатниками....
Читать полностью -
Установка для высокочастотного нагрева заготовок

Из числа зубонакатного оборудования, предназначенного...
Читать полностью
-
Целесообразность отключения принудительного вращения

Для каждого типоразмера накатываемых зубчатых колес требуется специальная пара сменных...
Читать полностью -
Недостатки зубонакатных станов
Межцентровое расстояние в гитаре постоянно, а суммарное число зубьев зависит от числа...
Читать полностью -
Стан 300-600

Перемещение подвижного суппорта прекращается, когда расстояние между осями накатников...
Читать полностью -
Боковой зазор

Для обеспечения точной остановки подвижного суппорта в двух различных позициях на...
Читать полностью -
Конструкция стана 120-320

Стан 120-320 предназначен для горячего накатывания цилиндрических зубчатых колес из...
Читать полностью
Кинематическая точность стана
 Вследствие неизбежных неточностей изготовления отдельных звеньев кинематических цепей в последних возникает действующая функциональная ошибка, величина которой в основном определяет точность изделий. Для измерения и записи ошибок кинематической цепи ЦКБММ-58 был разработан прибор. Прибор представляет собой оправку, на которой установлены два диска.
Вследствие неизбежных неточностей изготовления отдельных звеньев кинематических цепей в последних возникает действующая функциональная ошибка, величина которой в основном определяет точность изделий. Для измерения и записи ошибок кинематической цепи ЦКБММ-58 был разработан прибор. Прибор представляет собой оправку, на которой установлены два диска.
На дисках закреплены шпильки, связанные между собой упругой стальной пластиной, с наклеенными на нее проволочными электротензометрами.
Рассогласование углового положения одного из дисков относительно другого вызывает изгиб пластины и изменение омического сопротивления электротензометров, включенных через токосъемные кольца в цепь усилителя.
Изменение сигнала передается от усилителя на шлейф осциллографа и фиксируется на пленке. При проведении измерений применялась стандартная усилительная и фиксирующая аппаратура.
Для проверки кинематической цепи прибор устанавливался в стан на место заготовки. На шпиндели вместо накатников устанавливались диски, наружный диаметр которых равен диаметру делительной окружности накатников.
При сближении кареток на теоретическое межцентровое расстояние диски прижимаются друг к другу с усилием, обеспечивающим отсутствие проскальзывания.
Точность наружных диаметров дисков была выдержана в пределах 0,005 мм, а их биение, измеренное после их установки на стане, не превышало 0,01 мм. Обработка данных осциллограмм показала, что величина рассогласования вращения накатников за каждый оборот на стане ЦКБММ-58 имеет стабильный характер и изменяется в пределах 0,15- 0,25 мм. Усилия, действующие при накатывании зубчатых колес. Во время работы стана показатели геометрической точности изменяются вследствие возникновения смещений в соединениях и упругих деформаций деталей под нагрузкой.


